|
Как правильно резать камень пилой большого диаметра:
Несколько наблюдений С тех пор как удалось сконструировать печь для закалки пил большого диаметра - 2000 – 3500 мм, ведущие итальянские и немецкие фирмы начали работать над конструированием машин, которые могли бы разогнать до необходимых оборотов эти большие пилы. Первые мощные литые конструкции производства фирм Zambon, Fickert, Lufler, Carl-Mayer и других производителей имели большой запас прочности, по нагрузке, поэтому главные рабочие элементы этих машин валы, передачи и т.д. - были изготовлены из материалов высочайшего качества. Взглянув на таблицу, попробуем поразмышлять, почему для этих больших по конструкции, весу и габаритам машин предусмотренной такие точные, вымеренные в сотых частях миллиметра параметры. Начнем анализ по отдельным параметрам слева таблицы, исходя из Ø 3000 мм, поскольку это, должно быть, самый популярный диаметр для распиловки блоков на плиты. Диаметр зажимного фланца составляет 500 мм. Это дает возможность пиле выдерживать большие напряжения. Во время эксплуатации пила обезопасена от чрезмерных перегрузок в главной зоне напряжения, эта зона находится примерно в диаметре 100 см от центра отверстия пилы. Эта зона выдерживает простой резки плит в течение многих лет и после нескольких регенерации (обновлений). Замерив толщину диска после 15-20 регенираций, можно заметить, что металл в этой зоне является тончайший. Неравномерное передвижения тележки с камнем относительно вертикальной оси пилы (норма составляет 0,3 мм) является главной причиной зтирання диска в этом месте. Другими причинами являются малая мощность главных двигателей, что во время резки твердые видов камня (например, с избыточными примесями кварцевых полей) выбивает пыльцы из нормативных оборотов. Вместо резки камня пила наезжает на него, поскольку уже при "затоплении" на 0,5 см, угол атаки для Ø 3000 мм является очень острым. Даже малейший люфт на винтах, которые отвечают за подъем суппорта, не жесткая конструкция тележки подачи и небрежно закреплены шины в полу способствуют возникновении такой ситуации. Выясним что в таком случае происходит с диском. Итак, изготовленный из стали диск не имеет возможности за одну секунду измениться в своем диаметре на эти 0,5 см. Такой диск просто изгибается в нижней части диска, находящегося в камне возникает «пузатисть». Эта «пузатисть» не помещается в вырезанной сегментами щели, поэтому пила начинает тереться о камень, нагриваеться, теряет напряжение и начинает вихилятися. Это приводит к дальнейшему снижению оборотов, поскольку нагрузка, которое возникает из бокового трения, бывает больше, чем нагрузка которое возникает из-за резки камня сегментами.
Индукционные двигатели, которые чаще всего используются в дешевом оборудовании, имеют такую характеристику крутящего момента, что даже небольшое падение оборотов выбивает их из нормальной работы: двигатель моментально теряет мощность и молниеносно растет напряжение тока. Результатом этого становится задержка пилы в камне, что грозит ей серьезными повреждениями.
Чтобы избежать таких ситуаций, кроме совершенствования конструкции оборудования, западные производители обязательно устанавливают на крупных пиловочного машинах Ø 3000 мощные двигатели порядка 75 - 100 kW. Такой большой запас мощности не вызывает большего потребления энергии во время резки. Только во время холостого хода такой двигатель забирает больше электроэнергии, чем его вдвое или втрое слабее соответствие.
Потребление электроэнергии как для двигателя мощностью 75 kW так и для двигателя 35 kW зависит исключительно от сопротивления, камень представляет для сегментов, а не номинальной мощности двигателя.
Предположим, что двигатель для машины на Ø 3000 мм мощностью 35 kW нагружен работой, которая требует именно 35 kW. Как в таком случае ведет себя разпиловочная машина?
Двигатель работает с максимальной нагрузкой и какое - либо падение напряжения в электросети может моментально выбить его из необходимых оборотов.
Таких проблем не возникает, когда двигатель имеет запас мощности. Средства на монтаж двигателя большей мощи является несоизмеримы по потерям и проблемам, которые могут возникнуть при эксплуатации агрегата с двигателем слишком малой мощности.
Соблюдение этих параметров является очень важным для процесса работы самой пилы, поскольку дистанция, которая возникает в щели резаного блока между диском Ø 3000 мм и камнем, составляет (-/ +) 1-1,5 мм на каждую сторону, при предположении, что диск идеально ровный по всей поверхности. В эти щели надо подавать не менее 100 литров воды в минуту для хранения отходов резаного материала.
Другим важным параметром при эксплуатации машин Ø 3000 мм. Что имеет принципиальное значение для правильной и эффективной работы сегментов, является вертикальное биение веретена, т.е. главного вала. Западные производители определяют допуск около 0,04 мм - практически это рабочий люфт подшипника на главном валу. Если этот люфт буду увеличены до 0,1 мм, это сначала приведет быстрое повреждение подшипников, что приведет к возникновению еще большего люфта, а это в свою очередь повлечет за собой очень быстрое «заклепки» режущей поверхности сегментов.
В таком случае даже лучшие сегменты теряют режущее свойство. Одни сегменты теряют твердость и очень быстро изнашиваются, другие наоборот, могут противоестественно затвердеть. Бывают случаи, когда при завышении оборотах и большом люфте главного вала (более 0,1 мм) пила попадает в различные резонансы и наплавка сегментов может «загуститися» даже до 1,5 - 2 мм глубины. • После таких инцидентов нормальное резки возможно только после переутверждению выравнивания окружности пилы, то есть сегментов, путем их перешлифовки, то в процессе постепенного ззношення тех миллиметров режущего слоя сегмента, которые ранее приобрели ненужной жесткости.
• Эти явления часто становятся причиной недоразумений между производителями оборудования и машин, их владельцами и поставщиками сегментов.
Однако, почти стало правилом, что этих проблем практически не возникает при эксплуатации тяжелых литых распиловочных машин большой мощности, максимально избавлены от чрезмерного люфта на главном валу.
○ Интересны также факт, что применение в машине Ø 3000 мм оборотов ниже 160 об / мин .. значительно улучшает «открывания» сегментов, следовательно владельцы таких машин, имея возможность регулировки оборотов главного вала, достигают большей производительности и экономии при распылении среднего за твердостью камня, даже при обводной скорости 20 - 22 м / с.
Дефекты станка и пил приводящие к биениям.
Дефекты станка и пил приводящие к биениям.
Требования по торцевым и радиальным биениям с числовыми характеристиками допусков указаны в таблице. У каждой пилы есть отклонения от идеального вращения. Это зависит как от состояния пилы, так и от состояния и качества изготовления установочных колец и разлучек, также состояния подшипников и ряда других факторов. Все эти факторы приводят к появлению следующих искажений вращения корпуса пил:
1.Радиальное биение
2.Торцевое биение
3.Прецессия
1. Радиальное биение- это отклонения вдоль линии радиуса пилы. Это наиболее вредные по последствиям биения. Также эти биения имеют много причин возникновения и в основном тяжело устраняются. Не всегда их можно проверить и выявить в статическом режиме (когда главный двигатель станка остановлен). Они приводят к тому, что сегменты какое-то время или постоянно после начала работы пилы на новых сегментах (на однопилы и многопиле) или после нештатного проворота пил работают с разной степенью прижима к камню, который режется. При этом возникают нагрузки ударного типа, которых очень боится алмаз, являющийся хрупким и неустойчивым именно к такому виду нагрузок. Если при этом нет биений вала станка, а радиальные биения вызваны смещением посадки пилы на посадочное кольцо или нарушением геометрических размеров пилы, то такие биения как правило, прекращаются после приработки сегментов. Пила из-за износа сегментов самоцентруется и через некоторое время выходит на нормальный режим. В случае биений вала или износа подшипников и в некоторых других случаях такой центровки не происходит, пилы непрерывно работают в режиме повышенных радиальных биений, вскрытый алмаз ненормально ускоренно разрушается, что приводит к резу на невскрытых сегментах. Нужно сказать, что, например, для пилы 3000 радиальные биения на валу 0,04 мм- это практически рабочий люфт подшипников вала. Если радиальные биения вала больше 0,1 мм, это вызывает быстрое повреждение подшипников и биения при этом все быстрее возрастают. Это вызывает заклепывание резательной поверхности сегментов. Иногда это происходит на глубину 1,5-2 мм сегмента. Сегмент перестает резать камень, искрит. При этом сила прижатия сегментов к камню, обусловленная разовым опусканием головки станка при входе в режим реза, в том числе величиной этого опускания, расходуется не на разрез камня, а на изгибание корпуса пилы и деформацию остальных элементов станка, при этом повышенная нагрузка на пилу частично компенсируется и перераспределяется проседанием тележки, ее деревянного покрытия и уходом вала станка вверх за счет нежесткости станка, вала и допусками подшипников вала. В этом случае сегмент нужно для возврата к нормальному режиму достаточно долго вскрывать. При этом происходит также многократная деформация тела пилы (при каждом ее обороте). Работая в режиме радиальных биений, вызывающих выкрашивание алмаза из связки и разрушение алмаза, пила быстро теряет прочность и гибкость за счет многочисленных, хотя и малых по величине деформаций. Некоторое время такой работы пила не дает увода из-за своих качеств жесткости. Но долго такое продолжаться не может. При этом также происходят многочисленные касания пилы обрабатываемого камня в области боковой поверхности, что с учетом высокой абразивности гранита приводит к ее истончению и дополнительной потере прочности. Однако при всем этом радиальные биения сравнительно легко определяются и измеряются измерительным инструментом, если они обусловлены биениями вала, неправильной посадкой пилы и рядом других причин, которые выявляются и проверяются в статическом режиме (когда станок остановлен и нет вращения главного двигателя). Сложней определяются биения, которые возникают в динамическом режиме (когда двигатель работает и вал вращается). Поэтому проверка радиальных биений (вала, посадочных фланцев, пил) в статическом режиме есть непременный элемент планово-профилактической и тем более ремонтной работы по обслуживанию станка. Также к радиальным биениям может привести вибрация главного двигателя, вызванная различными факторами. Вибрация через тело станка передается на пилу. Пила, длительное время работавшая в режиме радиальных биений, в жестком режиме работы (для твердых сортов гранита более 125 см.кв./мин), в режиме невскрытого алмаза, нуждается в замене. Также нужно заметить, что указанные дефекты практически не встречаются при работе на качественных станках с чугунными станинами.
2. Торцевые биения. Биения вызываются главным образом неровностью плоскости пилы. По -другому они называются боковыми биениями. Эти биения вызывают увеличение ширины пропила, вследствие этого уменьшение толщины слябов относительно необходимой и приводят к повышенному износу боковых выступающих частей сегментов, что аналогично уменьшению разводки зубьев на пилах по дереву. В этом случае при равенстве остаточной толщины сегмента толщине пилы начинается абразивный износ металлической боковой поверхности зубьев пилы, который приводит к истончению толщины тела пилы в области пайки сегментов. Эти биения менее вредны для процесса распила и сохранности тела пилы. Они, как правило, не приводят к уводу пилы. Кроме этого, при раскручивании тяжелых пил начинает проявлять себя эффект гироскопа, который способствует самоцентровке плоскости пилы перпендикулярно оси вращения главного вала. Торцевые биения этого типа тяжело обнаруживать и измерять в статическом режиме. Особенно это касается пил большого диаметра из-за гибкости тела пилы. В этом случае сам измерительный инструмент своим усилием прижатия деформирует плоскость пилы в области его применения. В этом случае лучше применять оптический (лазерный) инструмент. Торцевые биения, вызванные неровностью корпуса пилы, устраняются рихтовкой пилы специалистами с последующим желательным натяжением тела пилы на специальном станке.
3. Прецессия – это разновидность торцевых биений, вызванная непараллельностью боковых сторон прижимных фланцев пилы или разлучек многопила, или наличием на них заусенец или других дефектов поверхности). Причина этих торцевых биений легко выявляется инструментальными методами и поддается устранению. Поэтому они выделены из торцевых биений. Этот дефект станка приводит к неперпендикулярности плоскости зажатой на главном валу станка пилы или пилам в случае многопила по отношению к оси главного вала станка. При этом возникают торцевые биения, которые легче измерить инструментально. Они измеряются на посадочных местах и фланцах и на теле пилы. Особенно это касается пил малого диаметра. Этот дефект станка приводит к тем же последствиям, что и торцевые биения по пункту 2. Этот дефект устраняется шлифовкой прижимных поверхностей разлучек и прижимных фланцев на высокоточном шлифовочном станке для обеспечения их параллельности или обработкой на токарном станке. Данный вид биений, как правило, тоже не приводит к уводу пилы.
4. Пила, потерявшая внутреннюю жесткость вследствие воздействий, напоминает по структуре сталистую проволоку, которую уже перегнули много раз и вот-вот она переломится. Естественно, она не будет держать размер сляба по толщине, даже при применении штатных нагрузок.
На передовых предприятиях камнеобработки (в смысле техобслуживания и содержания станков) обязательно периодически станки проверяются на соблюдение параметров. В том числе для этого применяются лазерные уровни, дающие картинку тонкого креста, вертикаль и горизонталь которого автоматически непрерывно привязываются к вертикали и горизонтали для данной точки земной поверхности. Этот метод дает возможность быстро и качественно оценить техническое состояние многих параметров камнерезного станка. Применение такого устройства не панацея и не единственное решение проблемы. К тому же существует естественное утолщение линий лазерной проекции в зависимости от проецируемого расстояния.
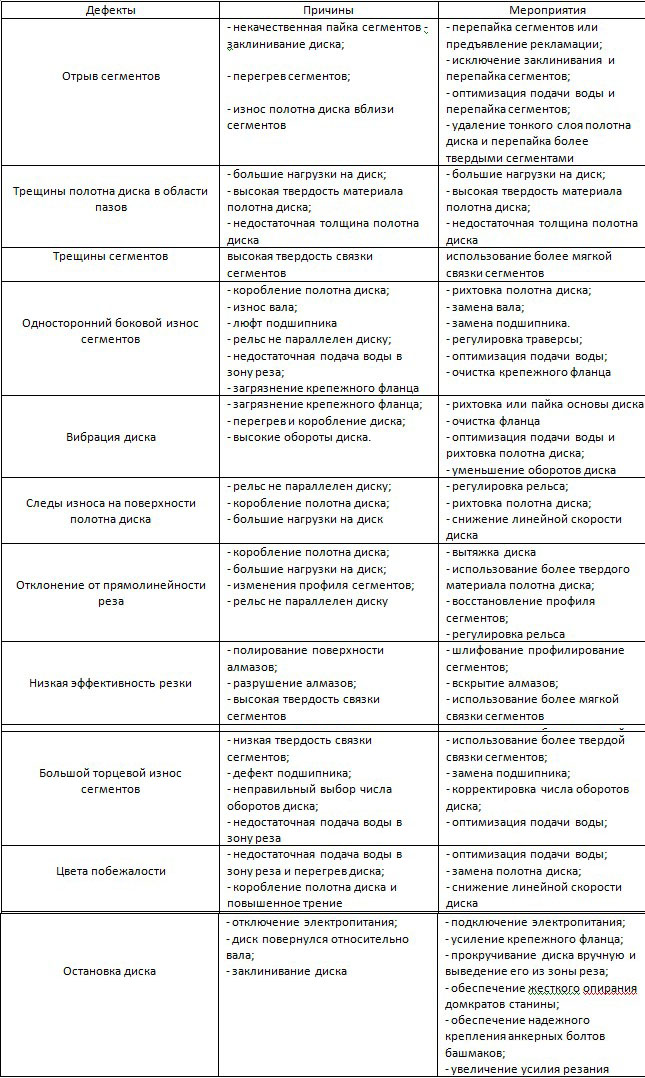
Дефекты, причины появления дефектов и
мероприятия по устранению дефектов при резке
алмазными дисками.
|